![]()
 |
|
 |
||
|
|
|
|
|
|
|
Интегрированная логистическая поддержка наукоемкой продукции (проблемы, задачи, методы)
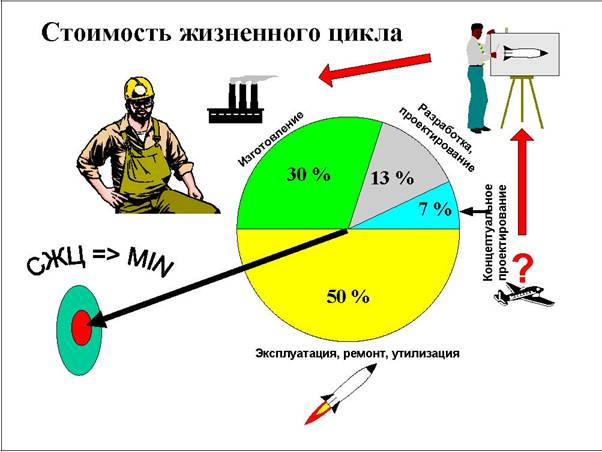
Одним из важных потребительских параметров сложного наукоемкого изделия является величина затрат на поддержку его жизненного цикла (ЖЦ)1. Эти затраты складываются из затрат на разработку и производство изделия, а также затрат на ввод изделия в действие, эксплуатацию, поддержание его в работоспособном состоянии и утилизацию по истечении срока службы. Для сложного изделия (например, летательного аппарата, корабля, многокоординатного станка с ЧПУ, гибкого модуля, робототехнического комплекса и т.п.), имеющего длительный срок использования (10-20 лет), затраты на постпроизводственных стадиях ЖЦ, связанные с поддержанием изделия в работоспособном состоянии (состоянии готовности к использованию), могут быть равны или даже превышать затраты на приобретение (Рис. 1).
Рис. 1
Сокращение затрат на поддержку ЖЦ изделия - одна из целей внедрения концепции и стратегии CALS (Continuous Acquisition and Life Cycle Support). Русскоязычное наименование этой концепции и стратегии - ИПИ (Информационная Поддержка жизненного цикла Изделий). Комплекс управленческих процессов и процедур, направленных на сокращение затрат на постпроизводственных стадиях ЖЦ, именуемых иногда «затратами на владение», объединяется понятием ИЛП - интегрированной логистической поддержки (Integrated Logistic Support). Это понятие относится к числу базовых инвариантных понятий ИПИ. Ни одна информационная система не может быть отнесена к классу ИПИ, если в ней не реализована в той или иной мере компонента ИЛП. С другой стороны, содержание процессов и состав задач ИЛП практически не зависят от предметной области. До недавнего времени в России проблеме ИЛП не уделялось должного внимания, что привело к существенному отставанию отечественной промышленности в этом направлении. Сегодня эта проблема приобрела особую актуальность в связи с возрастающим стремлением отечественных предприятий выйти на международные рынки. Иностранные заказчики предъявляют к российским изделиям те же требования, что и к аналогичным изделиям зарубежных фирм. В этой связи проблема организации ИЛП для изделий российских предприятий переходит в разряд первоочередных, поскольку от ее решения в значительной мере зависит конкурентоспособность отечественной наукоемкой продукции на мировых рынках. - нулевой уровень - ежедневное обслуживание и уход за оборудованием, устранение мелких неисправностей: ТОиР, выполняемые силами персонала, непосредственно эксплуатирующего изделие (оператор, производственный рабочий); - первый уровень – текущий ремонт: ТОиР, выполняемые силами ремонтного персонала подразделения (цеха), в составе которого эксплуатируется изделие; - второй уровень – средний ремонт: ТОиР, выполняемые силами персонала предприятия, в составе которого эксплуатируется изделие (ремонтный цех в составе службы главного механика предприятия); - третий уровень – капитальный ремонт: работы, выполняемые специализированными ремонтными предприятиями или заводом – изготовителем изделия.
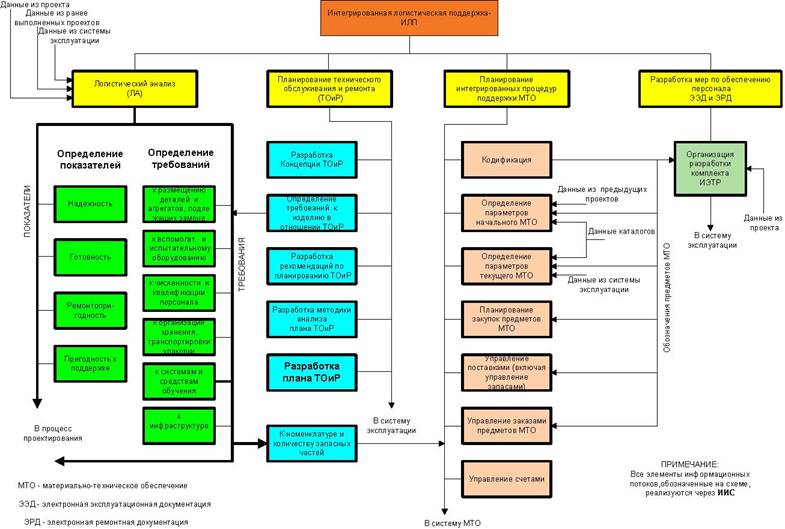
Значима эта проблема и для изделий, реализуемых на внутреннем рынке, поскольку ее решение позволит минимизировать затраты на поддержку постпроизводственных стадий ЖЦ, направив высвобожденные средства на другие нужды. В докладе кратко рассмотрены основные методические положения, касающиеся функционального состава и организации системы ИЛП и ее компьютерного сопровождения в рамках ИПИ-технологий. Методическую основу статьи составляют положения стандарта Министерства обороны Великобритании DEF STAN 00-60 “Integrated Logistic Support”, который практически стал международным. На нормы этого стандарта иностранные заказчики ссылаются, формулируя требования к системе ИЛП для отечественных изделий. Использованы также некоторые положения нормативного документа НАТО «NATO CALS Handbook», стандарта США MIL-STD - 1388, а также требования авиационной спецификации AECMA 1000D. Анализ этих и других нормативных документов позволил выявить основное содержание проблемы интегрированной логистической поддержки и сформулировать связанные с ней основные задачи. На рис. 2 схематически показана структура процессов и задач ИЛП. Согласно этой схеме ИЛП сложного наукоемкого изделия состоит в реализации четырех основных процессов: - логистический анализ (ЛА) изделия (Logistic Support Analysis), проводимый на всех стадиях ЖЦ; - планирование процессов технического обслуживания и ремонта (ТОиР) изделия (Maintenance and Repair Planning), проводимое на стадии проектирования и уточняемое в процессе производства и эксплуатации изделия; - интегрированное планирование процедур поддержки материально-технического обеспечения (МТО) процессов эксплуатации, обслуживания и ремонта изделия (Integrated Supply Support Procedures Planning), проводимое на стадии проектирования и уточняемое в процессе производства и эксплуатации изделия; - обеспечение персонала электронной эксплуатационной документацией (ЭЭД) и электронной ремонтной документацией (ЭРД) на изделие (Electronic Maintenance Documentation, Electronic Repair Documentation), проводимое на стадии проектирования и реализуемое в процессе производства конкретных экземпляров (партий) изделия.
В отечественной практике процессы и процедуры, в известной степени аналогичные перечисленным выше, применяются под другими названиями. Некоторые из них регламентированы нормативными документами государственного и/или отраслевого уровня. Так, например, в практике военно-морского флота (ВМФ) и строительства военных кораблей принято разрабатывать и реализовывать программы обеспечения надежности (ПОН) корабельной техники. Такие программы составляются как для корабля в целом, так и для всех его основных систем, агрегатов и узлов. Существуют типовые ПОН (отдельно для надводных кораблей и для подводных лодок). По содержанию и составу решаемых задач ПОН близки к ЛА.
Рис. 2
В ГОСТ 28056 – 89 регламентированы требования к содержанию и оформлению программы технического обслуживания и ремонта самолетов – документа, содержащего сведения и описания, относящиеся к планированию и организации процессов ТОиР и МТО. Главное отличие процессов и процедур, описываемых в отечественных нормативных документах, от аналогичных процессов и процедур, регламентированных зарубежными стандартами, состоит в том, что отечественные документы не предусматривают систематического применения информационных технологий для поддержки процессов ЛА, ТОиР, МТО и др. в рамках интегрированной информационной среды (ИИС). Это предопределяет необходимость перевода этих процессов на современную методическую и программно-техническую базу, приемлемую, в первую очередь, для иностранных заказчиков отечественной продукции. Логистическому анализу и проблеме обеспечения персонала электронной эксплуатационной и ремонтной документацией посвящены специальные доклады. Поэтому здесь мы подробнее рассмотрим процессы планирования ТОиР и МТО. Планирование процессов ТОиР предполагает: - разработку концепции ТОиР; - анализ и конкретизацию требований к изделию в части его обслуживания и ремонта; - разработку и оперативную корректировку плана ТОиР.
Система технического обслуживания и ремонта – совокупность взаимосвязанных технических средств, специальной технической документации и исполнителей, необходимых для поддержания и восстановления качества изделий, относящихся к компетенции этой системы.
Рис. 3
Структура концепции ТОиР представлена на рис. 3. Согласно ГОСТ 18322 – 78, техническое обслуживание (ТО) – операция или комплекс операций по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. Тот же ГОСТ 18322 – 78 определяет ремонт (Р) как комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. Метод технического обслуживания (ремонта) – это совокупность технологических и организационных правил выполнения операций технического обслуживания (ремонта). Персонал, выполняющий ТО, может быть специализирован по видам изделий, видам операций и видам технического обслуживания. Принято различать следующие виды ТО изделий: • ТО при использовании; • ТО при хранении; • ТО при перемещении; • ТО при ожидании использования по назначению.
Виды ТО можно классифицировать в зависимости от: • периодичности выполнения; • условий эксплуатации; • регламентации выполнения; • организации выполнения.
В ходе ТО выполняются регламентированные в конструкторской документации операции, необходимые для поддержания работоспособности или исправности изделия в течение его срока службы. Под операцией ТО в соответствии с ГОСТ 3.1109-82 понимают законченную часть ТО изделия или его составной части, выполняемую на одном рабочем месте исполнителем определенной специальности. Выбирая соответствующий метод технического обслуживания изделий, можно назначать величины параметров, относящихся к характеристикам поддерживаемости, минимизируя эксплуатационные затраты. Помимо перечисленных выше понятий, в стандарте DEF STAN 00-60 введено понятие уровня ТОиР, которое применительно к оборонной технике может быть интерпретировано следующим образом: - нулевой уровень: ТОиР, выполняемые силами персонала, непосредственно эксплуатирующего изделие (экипажа); - первый уровень: ТОиР, выполняемые силами персонала подразделения (части), в составе которого эксплуатируется изделие (в армейских условиях – батальонные, полковые ремонтные службы); - третий уровень: ТОиР, выполняемые силами персонала соединения, в составе которого эксплуатируется изделие (корпусные, дивизионные, армейские ремонтные службы); - четвертый уровень: ТОиР, выполняемые силами персонала специализированных предприятий фронтового (окружного) подчинения; - пятый уровень: ТОиР, выполняемые силами персонала предприятия – изготовителя.
Для техники гражданского назначения эти уровни описываются следующим образом: Каждому уровню соответствует свой набор задач, требования к численности и квалификации обслуживающего и ремонтного персонала, к количеству и номенклатуре запасных частей и заменяемых агрегатов, к составу специального оборудования и т.д. Конкретизация изложенных выше положений и представлений служит основой содержания концепции ТОиР, разрабатываемой, как правило, поставщиком изделия и согласуемой с его заказчиком. Требования к изделию в отношении ТОиР определяются на основе данных ЛА, содержащихся в БД ЛА, и уточняются по результатам реальной эксплуатации в различных условиях. На основе концепции и результатов анализа требований разрабатывают и реализуют следующие мероприятия: - создание единой системы управления ТОиР, предусматривающей методы и «механизмы» улучшения показателей надежности, безотказности, долговечности, ремонтопригодности, сохраняемости, что в итоге должно минимизировать эксплуатационные затраты; - организацию распределенной системы сбора и обработки службами заказчиков (эксплуатантов) статистической информации о значениях вышеуказанных показателей, а также данных о номенклатуре и количестве используемых запасных частей для изделия и его компонентов; эти данные извлекаются из специальных документов – формуляров изделия, его агрегатов и систем, в которых фиксируются результаты проведения операций ТОиР, факты замены компонентов, календарные сроки выполнения операций (начало, конец), сведения о работниках, выполнявших операцию и т.д. - выполнение службами заказчиков и поставщика централизованного анализа накопленных эксплуатационных и логистических данных; - проведение согласованной динамической корректировки планов ТОиР; - подготовку и переподготовку персонала по обеспечению перечисленных выше мероприятий.
План ТОиР разрабатывают в нескольких альтернативных вариантах с учетом распределения работ по упомянутым выше уровням, назначения обслуживающего и ремонтного персонала, обладающего необходимой квалификацией, наличия необходимых запчастей и расходных материалов и т.д. Планируются календарные даты, трудоемкость работ и их стоимость. Заказчик выбирает наиболее подходящий ему вариант. При расчетах, связанных с планированием ТОиР, используют следующие основные показатели: - Средняя продолжительность технического обслуживания (ремонта). - Средняя трудоемкость технического обслуживания (ремонта). - Средняя стоимость единицы времени (трудоемкости) технического обслуживания (ремонта). - Средняя суммарная продолжительность технических обслуживаний (ремонтов). - Средняя суммарная трудоемкость технических обслуживаний (ремонтов). - Средняя суммарная стоимость технических обслуживаний (ремонтов). - Удельная суммарная продолжительность технических обслуживаний (ремонтов) (относительно времени использования изделия по назначению). - Удельная суммарная трудоемкость технических обслуживаний (ремонтов). - Удельная суммарная стоимость технических обслуживаний (ремонтов). - Коэффициент готовности. - Коэффициент технического использования.
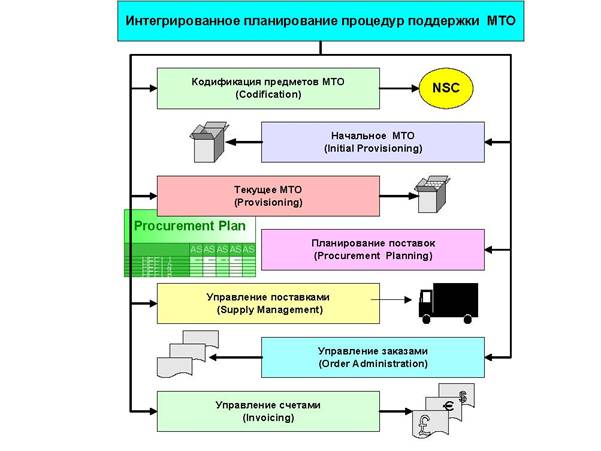
Определения этих показателей содержатся в нормативных документах (см., например, ГОСТ 27.001-96, 27.002-89, 27.003-90, 27.101-96, 15.206-84, 27.301-96, и др.). Их значения определяются в процессе ЛА и содержатся в соответствующих таблицах БД ЛА. Процесс планирования поддержки материально-технического обеспечения (МТО) предполагает выполнение, управление и информационную поддержку в условиях интегрированной информационной среды (ИИС) следующих процедур: - кодификация предметов МТО (Codification); - начальное МТО (Initial Provisioning); - текущее МТО (Provisioning); - планирование поставок (Procurement Planning); - управление поставками (Supply Management); - управление заказами (Order Administration); - управление счетами (Invoicing).
Рис. 4.
Кодификация предметов МТО представляет собой регламентированную стандартами процедуру присвоения этим предметам кодовых обозначений, однозначно понимаемых всеми причастными к соответствующим процессам службами поставщиков и получателей. Характерной особенностью этих обозначений является их ориентированность на компьютерную обработку. Здесь важно обеспечить по возможности автоматизированный переход к кодовым обозначениям, принятым в национальной (государственной) или международной системе каталогизации продукции, поставляемой для государственных нужд. Сегодня в качестве такой системы выступает система, принятая в странах НАТО, согласно которой каждому изделию присваивается специальный код NSC (NATO Stock Code). Кроме того, используются специальные коды предприятий – изготовителей предметов МТО. Постановлением Правительства РФ от 11 января 2000 г. № 26 аналогичная система внедряется в России. В этой связи задача кодификации в отечественной промышленности в ближайшие годы будет решаться в соответствии с существующими в этой области международными стандартами. В контексте планирования, предусмотренном ИЛП, процедура, именуемая в стандарте DEF STAN 00-60 как начальное МТО, состоит в определении набора запасных частей и расходных материалов, необходимых для поддержки функционирования изделия в начальный период его эксплуатации, когда процесс текущего МТО по тем или иным причинам еще не налажен. Состав этого набора как в отношении номенклатуры необходимых предметов, так и в отношении их количества, определяется расчетами, выполняемыми в процессе ЛА. В состав средств и предметов начального МТО, как правило, включают запасные части и материалы, необходимые для эксплуатации не только самого изделия, но и вспомогательного оборудования. В процессе организации начального МТО могут быть подготовлены контракты с фирмами – поставщиками соответствующей продукции. Обычно период действия начального МТО ограничивается сроком до двух лет. Номенклатура и объемы поставок в процессе текущего МТО также определяются расчетами, выполняемыми в процессе ЛА, однако затем корректируются в зависимости от фактических условий эксплуатации изделия. При этом широко используются иллюстрированные каталоги деталей и элементов изделия. Подготовка каталогов происходит в процессе проектирования изделия. Здесь могут быть эффективно использованы методы теории управления запасами, а также практические приложения этой теории. Согласно стандартам DEF STAN 00-60, MIL-STD 1388 планирование поставок (ПП) представляет собой метод запроса и получения от промышленных предприятий сведений о ценах на предметы МТО, включая прайс-листы поставщиков. В соответствии со стандартами процедуры ПП охватывают два вида деловой практики: 1. Процедуры направления запроса о ценах на конкретные предметы МТО от покупателя потенциальному поставщику и последующего ответа поставщика. 2. Процедуры запроса покупателем актуального прайс-листа на некоторую номенклатуру предметов МТО и предоставления такого прайс-листа поставщиком в ответ на запрос покупателя. Возможна также процедура предоставления этих данных покупателю по собственной инициативе поставщика.
Стандарты жестко регламентируют форму и содержание запросов и ответов (сообщений) в электронном виде для обоих случаев, предусматривают формы и процедуры согласования цен и способы кодирования соответствующих разным ситуациям документов. На основании результатов ПП определяется, у каких поставщиков будут приобретаться те или иные предметы МТО. Именно эти сведения и составляют содержание плана поставок. Эти данные используются в последующих операциях ИЛП, т.е. при управлении заказами и счетами. Некоторые отечественные нормативные документы трактуют понятие планирования поставок гораздо шире, понимая под ним всю совокупность процессов, связанных с планированием и организацией поставок для государственных нужд. В контексте ИЛП под ПП понимается и рассматривается только планирование поставок запасных частей и расходных материалов для обеспечения эксплуатации, обслуживания и ремонта конкретного изделия. Управление поставками предусматривает выполнение следующих процедур: - оценку уровня текущих запасов по всем предметам МТО; - принятие своевременных решений о необходимости пополнения этих запасов; - подготовку соответствующих заявок; - контроль качества поступающих предметов МТО; - организацию учета, хранения и выдачи предметов МТО. На выполнение всех этих процедур существуют предусмотренные стандартами правила и инструкции, определяющие состав и последовательность необходимых действий, а также форму и содержание сопроводительных документов. Управление заказами – термин, объединяющий совокупность всех действий, осуществляемых с заказом (заявкой) от момента его выдачи заказчиком поставщику ( с учетом возможных поправок/добавлений, запросов/справок о ходе выполнения и т.д.), вплоть до подтверждения доставки заказанных предметов МТО. При выполнении этих действий между заказчиком и поставщиком осуществляется информационный обмен, в ходе которого используются следующие транзакции: 1. Размещение заказа (Заказчик – Поставщик); 2. Получение справок о размещенном заказе (Заказчик – Поставщик – Заказчик); 3. Подтверждение приема заказа (Поставщик - Заказчик ); 4. Отказ от приема заказа (Поставщик – Заказчик); 5. Извещение об изменении несущественных параметров заказа (Поставщик – Заказчик); 6. Извещение о выполнении заказа (отгрузке) (Поставщик – Заказчик). Формат и содержание транзакций регламентированы стандартами DEF STAN 00-60 и др. Управление счетами на оплату заказанных предметов снабжения - информационный обмен между поставщиком и заказчиком при передаче счетов и данных о счетах на оплату в электронном виде. При этом используются следующие транзакции: 1. Отправка счета (Поставщик - Заказчик); 2. Подтверждение приема счета к оплате (Заказчик - Поставщик); 3. Отказ от оплаты счета (Заказчик - Поставщик); 4. Отправка платежного требования (Поставщик - Заказчик); 5. Прием платежного требования (Заказчик - Поставщик); 6. Отказ от платежного требования (Заказчик - Поставщик); 7. Запрос данных о состоянии платежа (Поставщик - Заказчик); 8. Ответ на запрос о состоянии платежа (Заказчик - Поставщик); 9. Извещение о состоянии платежа (Заказчик - Поставщик).
Формат и содержание транзакций регламентированы упомянутыми выше стандартами. В контексте концепции CALS все перечисленные выше процессы и процедуры должны реализовываться при помощи специализированных программных приложений, оперирующих данными, содержащимися в интегрированной информационной среде, охватывающей предприятие – поставщика, эксплуатанта, сервисные службы, ремонтные подразделения и предприятия. Создание такой среды и соответствующих приложений является принципиально новой для отечественной промышленности научно-технической задачей, требующей решения в ближайшие годы. ------------------------------------- 1 В английской транскрипции величина этих затрат обозначается аббревиатурой LCC - Life Cycle Cost.
НИЦ CALS-технологий «Прикладная логистика» д.т.н. А.И Левин, к.т.н. Е.В. Судов
См. также: ГОСТ Р 51.ХХХ–200* Интегрированная логистическая поддержка. Основные положения и общие требования (ПРОЕКТ) ГОСТ Р 51.ХХХ–200* Интегрированная логистическая поддержка. Общие требования к проведению анализа логистической поддержки (ПРОЕКТ) CALS - предпосылки и преимущества
|