![]()
 |
|
 |
||
|
|
|
|
|
|
|
ГОСТ Р 51675-2000 Ящики полимерные многооборотные для бутылок с пищевыми жидкостями. Технические условия
Настоящий стандарт распространяется на полимерные многооборотные ящики с перегородками (далее - ящики), предназначенные для упаковывания, хранения и транспортирования бутылок с пищевыми жидкостями.
ГОСТ Р 51675-2000
Ящики полимерные многооборотные для бутылок с пищевыми жидкостями. Технические условия.
Polymeric returnable boxes for bottles with food liquids. Specifications
Дата введения 2001-07-01
1 Область применения Настоящий стандарт распространяется на полимерные многооборотные ящики с перегородками (далее - ящики), предназначенные для упаковывания, хранения и транспортирования бутылок с пищевыми жидкостями. Требования безопасности изложены в 4.2.1.1-4.2.1.6 настоящего стандарта.
2 Нормативные ссылки В настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 10117-91 Бутылки стеклянные для пищевых жидкостей. Технические условия ГОСТ 14192-96 Маркировка грузов ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки ГОСТ 26586-85 Бутылки стеклянные для пищевых жидкостей, поставляемых для экспорта. Технические условия ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества ГОСТ Р 51289-99 Ящики полимерные многооборотные. Общие технические условия
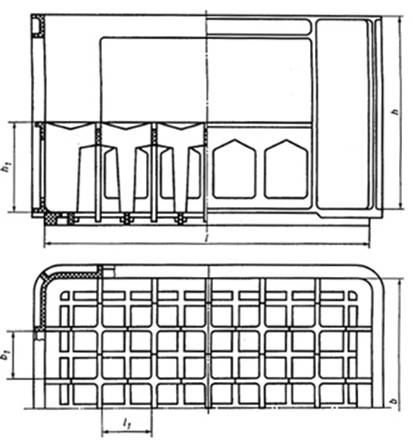
3 Основные параметры и размеры 3.1 Ящики изготовляют типа 1 (ГОСТ Р 51289), открытыми, с гнездами для бутылок (рисунки 1-5 настоящего стандарта). Рисунки не определяют конструкцию ящиков. 3.2 Внутренние размеры ящиков и гнезд, количество гнезд в ящике должны соответствовать таблице 1.
Таблица 1. Основные параметры ящиков
3.3 Предельные отклонения внутренних размеров ящиков и гнезд должны соответствовать квалитету h7Х по ГОСТ 25347.
Рисунок 1
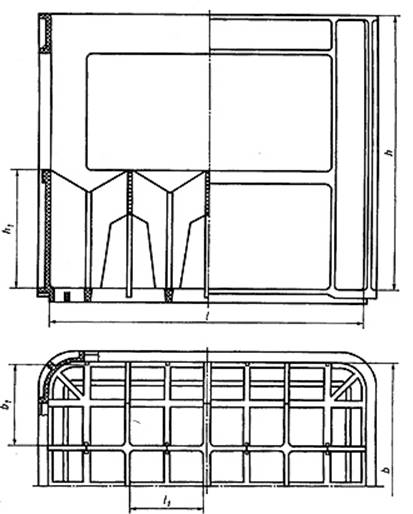
3.3 Предельные отклонения внутренних размеров ящиков и гнезд должны соответствовать квалитету h7Х по ГОСТ 25347. 3.4 Масса ящиков должна соответствовать требованиям конструкторской документации на ящик. Допускаемое отклонение от массы, указанной в конструкторской документации на ящик, не должно превышать ±2 %. 3.5 Рекомендуемая толщина элементов конструкции ящиков должна быть, мм, не менее: - нижней части боковых и торцевых стенок - 2,5; - верхней части боковых и торцевых стенок - 4,0; - средней части вертикальных стоек - 3,5; - перегородок гнезд - 2,5. 3.6 Наружные размеры, масса ящиков, а также предельная масса упаковываемой в ящики продукции приведены в Приложении А. 3.7 Допускается изменять конструкцию отдельных элементов ящиков при сохранении размеров, указанных в таблице 1, и обеспечении механической прочности ящиков. 3.8 Наружные размеры ящиков должны обеспечивать возможность применения стандартного разгрузочно-погрузочного оборудования и создания устойчивого штабеля. 3.9 Перечень продукции, рекомендуемой для упаковывания в ящики, приведен в Приложении Б.
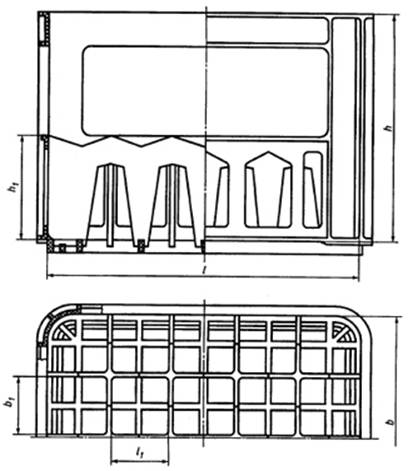
Рисунок 3
3.10 Пример условного обозначения ящиков для транспортирования коньяка и ликероводочных изделий: Ящик № 3 по ГОСТ Р 51675-2000
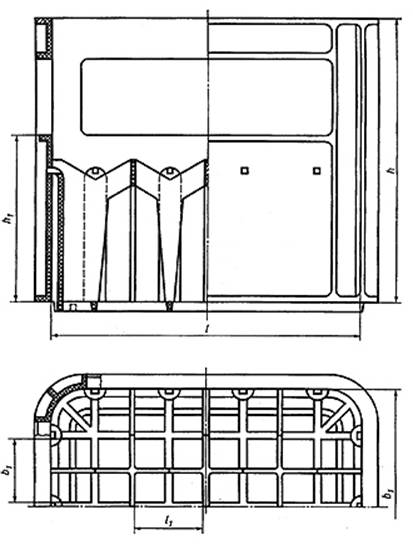
Рисунок 4
Рисунок 5
4 Технические требования 4.1 Ящики изготовляют методом литья под давлением в соответствии с требованиями ГОСТ Р 51289 и настоящего стандарта, по чертежам, утвержденным в установленном порядке. 4.2 Характеристики 4.2.1 Требования надежности 4.2.1.1 Ящики должны изготовляться без нарушений целостности сторон и геометрической формы. Ящики должны иметь гладкую поверхность без недоливов, вздутий, расслоений, трещин, раковин и сколов. Края ящиков должны быть ровными, без заусенцев, технологических дефектов и механических повреждений. 4.2.1.2 Допускаются на поверхности ящиков вкрапления диаметром не более 1 мм в количестве не более 5 шт. на площади 100 мм2, неоднородность окраски единичной площадью от 1 до 3 мм2, незначительная волнистость, узкие полоски другого цвета, малозаметные линии «холодного спая» материала. Допускаются на поверхности ящиков следы от литников, мест впуска, деталей системы выталкивания отливки глубиной или высотой не более 1 мм, неровности и царапины в местах очистки облоя и удаления литников, а также усадочные углубления (утяжины) длиной не более 0,5 мм. 4.2.1.3 Допускаемое относительное коробление (нарушение прямолинейности) стенок и дна ящиков не должно превышать 1 % номинальных размеров. Коробление не должно препятствовать штабелированию ящиков с продукцией. 4.2.1.4 Усилие сопротивления ящиков динамическому сжатию должно быть не менее 4000 Н (400 кгс) при высоте штабеля 300 см. 4.2.1.5 Общая масса груза, которую должен выдержать ящик при определении усилия сопротивления статической нагрузке при штабелировании, должна быть не менее 400 кг. 4.2.1.6 Ящик с продукцией должен выдерживать при свободном падении на дно 7 ударов. Высота сбрасывания, мм: 700 - при массе груза от 15 до 20 кг; 650 - при массе груза от 20 до 25 кг. 4.2.2 Требования конструкции 4.2.2.1 Конструкция ящиков должна обеспечивать их жесткость и прочность, возможность захвата руками и допускать применение подъемных устройств. В конструкции ящиков должны быть предусмотрены конструктивные элементы, обеспечивающие устойчивость при штабелировании. Рекомендуемые параметры конструктивных элементов, обеспечивающих устойчивость при штабелировании: - глубина фиксации - 13 мм; - суммарная площадь опорных элементов - не менее 12 см2. 4.2.3 Требования экономичного использования сырья 4.2.3.1 В целях экономичного использования сырья на предприятиях, изготовляющих ящики, в качестве добавок к основному сырью применяют гранулированное и стабилизированное вторичное сырье, которое подразделяют на следующие виды: - обратное - технологически чистые, гранулированные отходы, образующиеся при производстве ящиков; - возвратное - сырье, поставляемое на предприятие-изготовитель ящиков специализированными или другими организациями, которые собирают, сортируют, моют, дробят вышедшие из строя полимерные ящики и перерабатывают их в гранулированное стабилизированное полимерное сырье. 4.3 Требования к сырью 4.3.1 При изготовлении ящиков применяют гранулированные композиции суспензионного и газофазного полиэтилена низкого давления, содержащие свето- и термостабилизаторы и красители, на основе базовых марок: 20908-040, 21008-075, 277-75 и других литьевых марок по ГОСТ 16338. 4.3.2 Допускается в качестве добавок к основному сырью применять: - обратное сырье (4.2.3.1) тех же марок и того же цвета, что и основное сырье по 4.3.1, но не более 50 % весовых; - возвратное сырье (4.2.3.1) в количестве не более 40 % весовых по нормативным документам. Допускается использование чистых дробленных технологических отходов сырья по 4.3.1, но не более 10 % весовых. 4.3.3 Допускается в отдельных случаях по согласованию с потребителем для изготовления ящиков применять другое полимерное сырье, обеспечивающее качество ящиков, соответствующее требованиям настоящего стандарта. 4.4 Маркировка 4.4.1 Маркировку наносят в соответствии с требованиями ГОСТ Р 51289. Допускается по согласованию с потребителем наносить маркировку, содержащую дополнительную информацию. 4.4.2 При невозможности нанесения маркировки с наружной торцевой стороны ящика по согласованию с потребителем допускается наносить маркировку в другом доступном для обозрения месте ящика. По согласованию с потребителем допускается выпускать ящики без маркировки или приводить ее в товаросопроводительной документации на ящик, если нанести ее в процессе изготовления ящиков технологически невозможно. Маркировка должна быть четкой и легкочитаемой. Транспортная маркировка - по ГОСТ 14192. 4.4.3 Для сертифицированных ящиков знак соответствия по ГОСТ Р 50460 проставляют в товаросопроводительной документации. 4.5 Упаковка 4.5.1 Конкретные виды упаковки, обеспечивающие сохранность ящиков при транспортировании, указывают в договорах между изготовителем и потребителем.
5 Требования безопасности 5.1 При производстве и эксплуатации ящиков руководствуются требованиями безопасности по ГОСТ Р 51289. 5.2 При использовании вторичного сырья в производстве ящиков руководствуются требованиями 4.3.2 и требованиями безопасности по ГОСТ Р 51289.
6 Требования охраны окружающей среды 6.1 Требования охраны окружающей среды при производстве и эксплуатации ящиков - по ГОСТ Р 51289.
7 Правила приемки 7.1 Правила и порядок предъявления к приемке партии ящиков - по ГОСТ Р 51289. 7.2 Содержание документа о качестве - по ГОСТ Р 51289. 7.3 При контроле качества полимерных ящиков проводят типовые, приемосдаточные и периодические испытания. 7.4 Приемосдаточные испытания ящиков проводят для каждой контролируемой партии. При приемосдаточных испытаниях проводят контроль внешнего вида, качества поверхности, размеров и степени коробления. 7.5 Периодические испытания ящиков проводят один раз в год. Периодическим испытаниям подвергают ящики, прошедшие приемосдаточные испытания. 7.6 При периодических испытаниях проводят контроль механической прочности и массы ящиков. При периодических испытаниях в документе о качестве указывают результаты испытаний. 7.7 При получении неудовлетворительных результатов периодические испытания переводят в приемосдаточные для получения результатов на трех партиях подряд. 7.8 Типовые испытания проводят при разногласиях в оценке качества ящиков, при изменении конструкции, после капитального ремонта литьевой формы, при изменении технологии изготовления или полимерного материала. Типовые испытания проводят по всем контролируемым показателям. 7.9 Правила принятия решения 7.9.1 Решение о соответствии партии ящиков требованиям настоящего стандарта принимают на основании результатов контроля всех контролируемых показателей и ГОСТ Р 51289.
8 Методы контроля 8.1 Контроль качества ящиков проводят в помещении при температуре (20±3) °С, но не ранее чем через 16 ч после изготовления. 8.2 Контроль качества ящиков на соответствие требованиям, указанным в 4.2.1.1 и 4.2.1.2 настоящего стандарта, проводят визуально без применения увеличительных приборов непосредственно после изготовления. 8.3 Соответствие требованиям 3.2 и 3.3 настоящего стандарта контролируют линейкой по ГОСТ 427 с точностью измерения 1,0 мм. 8.4 Относительное коробление стенок и дна ящиков по 4.2.1.3 настоящего стандарта контролируют по ГОСТ Р 51289. 8.5 Контроль механической прочности ящиков по 4.2.1.4 и 4.2.1.6 проводят в соответствии с требованиями ГОСТ Р 51289. Ящики после испытаний не должны иметь повреждений, влияющих на сохранность продукции и препятствующих их последующему использованию.
9 Транспортирование и хранение 9.1 Ящики транспортируют в штабелях высотой до 3 м всеми видами транспорта в чистых сухих крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и техническими условиями погрузки и крепления грузов. 9.2 При транспортировании ящики должны быть защищены от механических повреждений, воздействия солнечных лучей и атмосферных осадков. 9.3 Ящики хранят в штабелях в закрытом помещении или под навесом, предохраняющим их от воздействия прямых солнечных лучей и атмосферных осадков. При укладке ящиков на землю под нижний ряд подкладывают поддоны или прокладки. При хранении в отапливаемых помещениях ящики должны находиться на расстоянии не менее 1 м от отопительных приборов.
10 Условия эксплуатации 10.1 Допускается эксплуатация ящиков при температуре от минус 40 °С до плюс 50 °С в условиях 2 по ГОСТ 15150. 10.2 Ящики на всех участках технологического процесса у потребителя не должны подвергаться перепадам температур и механическим нагрузкам, превышающим допускаемые настоящим стандартом. 10.3 После изготовления и до начала эксплуатации ящики должны быть выдержаны в производственном помещении не менее 12 ч при температуре (20±3) °С. 10.4 Ящики должны подвергаться санитарной обработке по мере их загрязнения, но не реже чем один раз в квартал. Режим санитарной обработки - в приложении В настоящего стандарта. 10.5 При формировании и перемещении штабеля ящиков с продукцией должны применяться специальные транспортные устройства и приспособления. Не допускается перемещение ящиков волоком по полу. 10.6 Допускается дальнейшее использование ящиков по истечении гарантийного срока службы, если они соответствуют требованиям настоящего стандарта.
11 Гарантии изготовителя 11.1 Изготовитель гарантирует соответствие полимерных ящиков требованиям настоящего стандарта при соблюдении технических требований, условий эксплуатации, хранения и транспортирования. 11.2 Гарантийный срок эксплуатации ящиков - не менее двух лет со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ А (справочное) Справочные параметры ящиков Таблица А.1
ПРИЛОЖЕНИЕ Б (справочное) Размещение стеклянных бутылок с пищевыми жидкостями в ящиках Таблица Б.1
ПРИЛОЖЕНИЕ В (справочное) Санитарная обработка ящиков В.1 Общие требования В. 1.1 Санитарную обработку полимерных ящиков для пищевых жидкостей проводит специально назначенный для этого персонал, не моложе 18 лет, не имеющий медицинских противопоказаний к данной работе и прошедший обучение и инструктаж по безопасности. В. 1.2 Персонал, выполняющий на предприятии работу по санитарной обработке полимерных ящиков, обеспечивается индивидуальными защитными средствами. Комплект этих средств включает в себя: спецодежду (резиновый непромокаемый фартук, комбинезон), косынку или шапочку, резиновые сапоги, резиновые перчатки, герметичные очки типа ПО-2, респиратор РПГ-67 или РУ-60М. В. 1.3 Каждое предприятие должно иметь запас инвентаря, химикатов, материалов и дезинфицирующих средств не менее чем на 3 мес (с учетом срока годности), который необходимо хранить в специально отведенном, сухом запираемом помещении и использовать в порядке, установленном администрацией. В. 1.4 В отделении для приготовления моющих растворов необходимо: вывесить инструкции и плакаты по безопасной эксплуатации оборудования, иметь свою аптечку и телефонную связь, подвести фонтанчики воды с автоматическим включением, установить их в местах, обеспечивающих пользование ими не позже чем через 8-12 с после поражения. Для мойки полимерных ящиков на предприятии следует применять следующие моющие и очищающие средства концентрации, %: - раствор технического моющего средства (ТМС) «Вимол» - 0,3-0,5; - раствор ТМС «Триас-А» (для ручной мойки) - 0,3-0,5; - раствор ТМС «Дезмол» (для ручной мойки) - 1,8-2,3; - раствор кальцинированной соды - 1,0-1,5. Рабочие растворы технических моющих средств требуемой концентрации готовят из концентрированных растворов или сухих порошков путем растворения их в водопроводной воде по ГОСТ Р 51232 температурой 55-60 °С с соблюдением мер предосторожности. Приемку и хранение моющих средств проводят в соответствии с нормативными документами. В.2 Мойка полимерных ящиков В.2.1 Мойку ящиков проводят механически или вручную. Механическую мойку осуществляют в ящикомоечных машинах согласно инструкции по эксплуатации и технике безопасности. Ручную мойку осуществляют вручную с использованием специального инвентаря: емкостей для мойки (ванн), совков, скребков, щеток, ершей, шлангов с брандсбойтами и т. п. В.3 Порядок мойки полимерных ящиков В.3.1 Механическая мойка полимерных ящиков включает: - промывку ящиков моющим раствором температурой (55+3) °С в течение 2-3 мин; - ополаскивание ящиков струей горячей воды температурой (55±3) °С в течение 2-3 мин; - ополаскивание ящиков струей водопроводной воды в течение 2 мин; - сушку ящиков на воздухе или в сушильной камере при температуре не выше 60 °С. В.3.2 Ручную мойку полимерных ящиков проводят следующим образом: - освобождают ящики от механических загрязнений; - загружают ящики в ванну с моющим раствором температурой 45-50 "С и выдерживают в течение 3-5 мин; - промывают отмоченные ящики в другой ванне с моющим раствором температурой 45-50 °С с помощью щеток и ершей; - ополаскивают ящики в струе водопроводной воды от остатков моющего раствора; - дезинфицируют ящики путем погружения их в ванну с дезинфицирующим раствором температурой 35-40 °С на 3-5 мин; - ополаскивают ящики в струе водопроводной воды от остатков и запаха дезинфицирующего вещества; - сушат на воздухе или в сушильной камере при температуре не выше 60 °С. Полимерные ящики дезинфицируют обработкой их растворами гипохлоратов кальция и натрия, а также растворами хлорной извести и хлорамина.
ГОСТ Р 51675-2000 Ящики полимерные многооборотные для бутылок с пищевыми жидкостями. Технические условия
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||