![]()
 |
|
 |
||
|
|
|
|
|
|
|
ГОСТ 12302-83 Пакеты из полимерных и комбинированных материалов. Общие технические условия
Межгосударственный стандарт
ГОСТ 12302-83 (утв. постановлением Госстандарта СССР от 19 января 1983 г. N 234)
Bags made of polymeric and composite materials. General specifications
Дата введения 1 января 1984 г. Взамен ГОСТ 12302-72 в части пакетов из полимерных материалов
Настоящий стандарт распространяется на пакеты из полимерных и комбинированных материалов, предназначенные для упаковывания и хранения промышленной продукции. Обязательные требования к качеству пакетов, направленные на обеспечение их безопасности для жизни и здоровья населения, а также для окружающей среды, изложены в пунктах 2.7, 2.9, 2.10, 2.14, 4.6, 4.7. (Измененная редакция, Изм. N 1, 3).
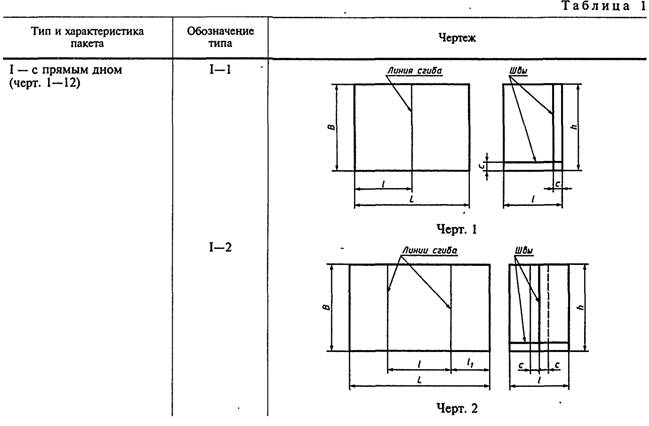
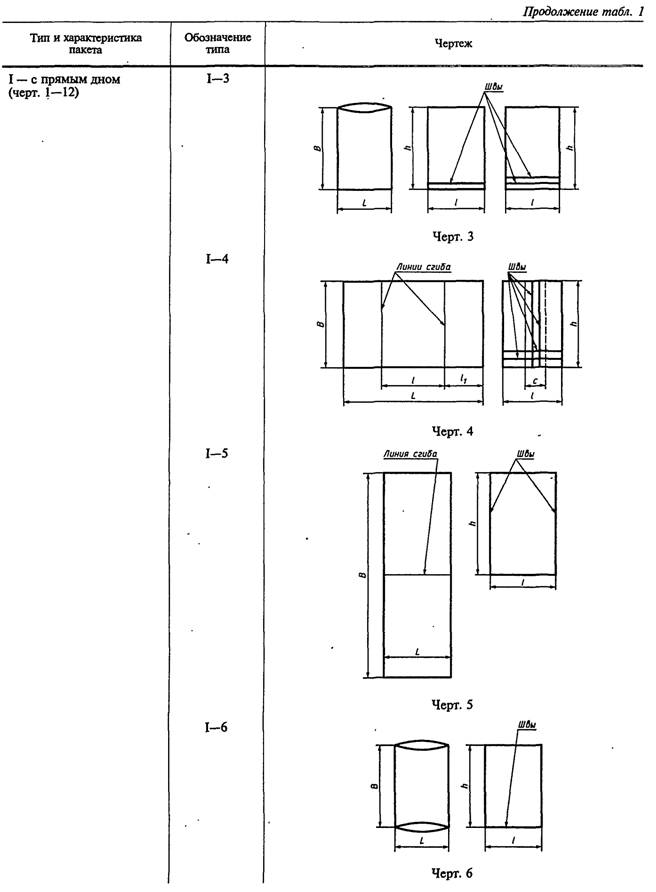
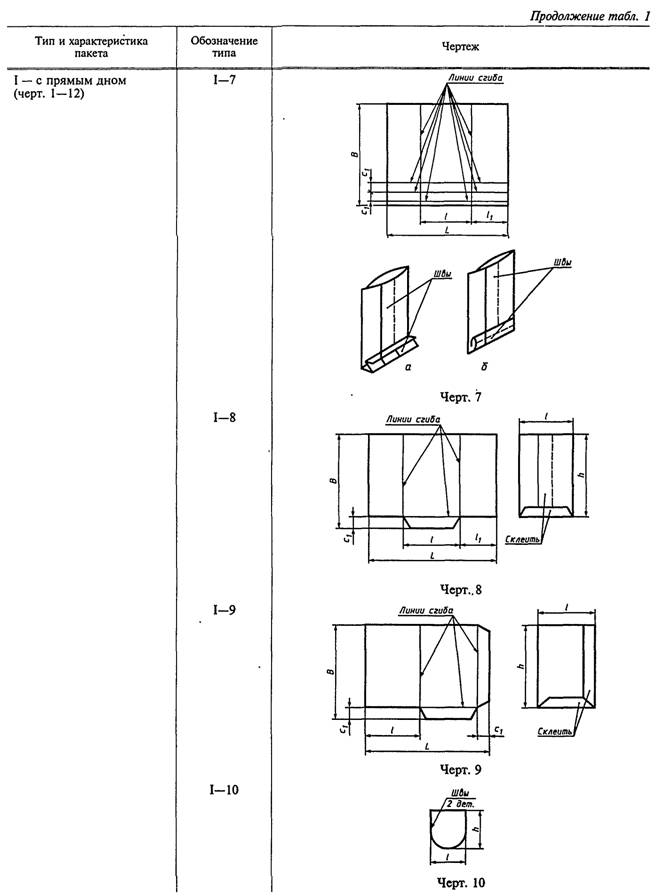
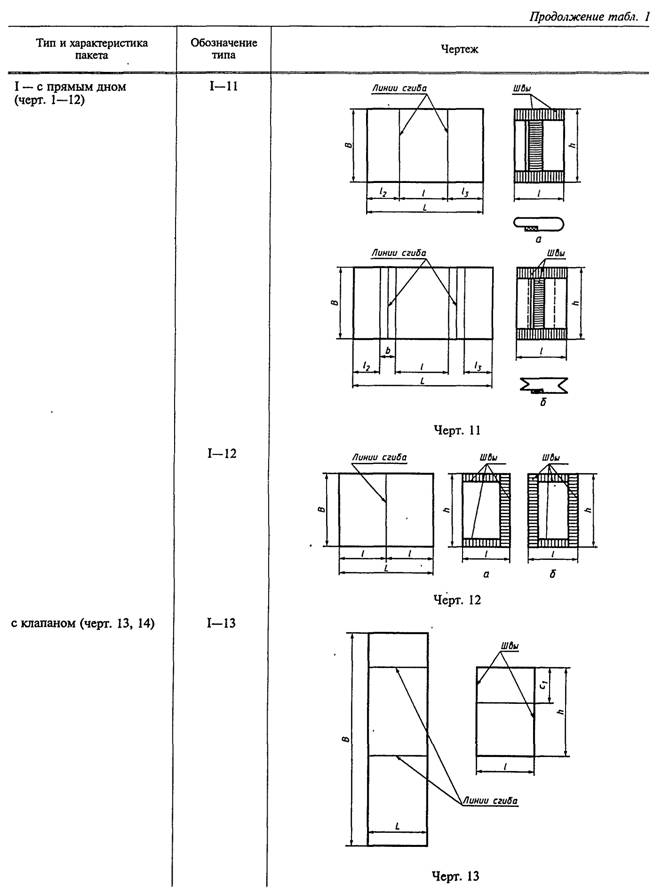
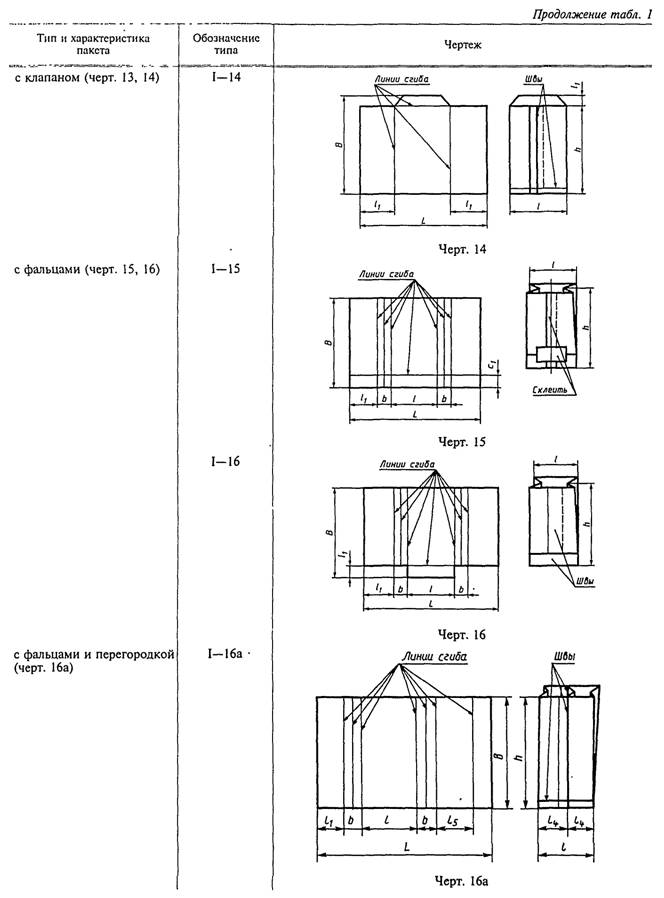
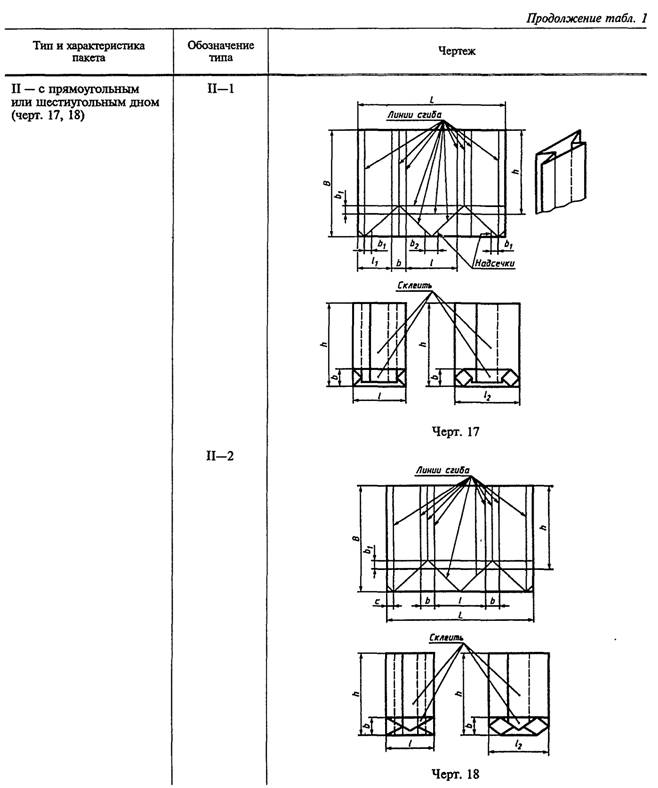
1.1. Типы пакетов должны соответствовать указанным в табл. 1.
(Измененная редакция, Изм. N 1, 2).
1.2. Обозначения размеров пакетов, принятые в
таблице: L - длина развертки; l - длина пакета;
(Измененная редакция, Изм. N 2). Предельные отклонения от внутренних размеров пакетов должны устанавливаться в нормативно-технической документации на пакеты для конкретных видов продукции. (Измененная редакция, Изм. N 1).
Пакеты, предназначенные для автоматизированного фасования продукции, должны изготовляться в соответствии с требованиями настоящего стандарта и нормативно-технической документации на пакеты для конкретных видов продукции. 2.2. Для изготовления пакетов должны применяться: пленка полиэтиленовая по ГОСТ 10354, пленка поливинилхлоридная пластифицированная техническая по ГОСТ 16272, пленка целлюлозная по ГОСТ 7730, пленка полиэтилен-целлофановая, полиэтилентерефталат-полиэтилен, полиэтилен-терефталаталюминиевая фольга-полиэтилен по нормативно-технической документации. Допускается изготовлять пакеты из пленок других видов - в зависимости от требований, предъявляемых к упаковке конкретных видов продукции. 2.1, 2.2. (Измененная редакция, Изм. N 1). Допускается применять другие клеевые материалы, качество склеивания которых не ниже указанных. (Измененная редакция, Изм. N 1, 2). Внутренние поверхности пакета не должны слипаться. 2.5. Пакеты из термосвариваемых пленок должны иметь сварные швы шириной не более 18 мм. Швы должны располагаться от края пакета на расстоянии от 0 до 10 мм. Допускается, в зависимости от свойств упаковываемой продукции, располагать швы на расстоянии более 10 мм от края пакета. При изготовлении пакетов с двухрядными швами (черт. 3 и 4) расстояние между швами должно быть не более 8 мм. 2.6. Пакеты, склеенные из целлюлозной пленки, должны иметь швы шириной не более 55 мм. Пакеты, применяемые для упаковывания продукции под вакуумом и в среде инертного газа, должны быть герметичными. (Измененная редакция, Изм. N 3). При изготовлении пакетов на отрыв допускается зубчатый или пилообразный шов. Прочность швов пакетов из комбинированных пленок должна быть не ниже: для пакетов с массой упаковываемой продукции до 3,5 кг - от 2,0 до 6,0 Н/см (от 0,2 до 0,6 кгс/см); св. 3,5 до 7,5 кг - от 7,0 до 10,0 Н/см (от 0,7 до 1,0 кгс/см). 2.9, 2.10. (Измененная редакция, Изм. N 1, 3). 2.12. Толщина полиэтиленовой пленки должна устанавливаться в нормативно-технической документации на пакеты для конкретных видов продукции с учетом требований к сохранности продукции и приложения. (Измененная редакция, Изм. N 1). Для изготовления пакетов применяют пленки и клеи, отвечающие гигиеническим требованиям и санитарным нормам, предусмотренным нормативной документацией на пленки и клеи, и допущенные к применению органами санитарно-эпидемиологического надзора. (Измененная редакция, Изм. N 3).
- наименование предприятия-изготовителя и (или) его товарный знак; - наименование продукции; - номер партии; - количество кип в партии; - дату изготовления; - штамп отдела технического контроля. 3.2. Для контроля внешнего вида, размеров, прочности швов и толщины пленки от партии отбирают выборку в объемах, указанных в табл. 2.
По результатам контроля первой выборки партию принимают, если количество пакетов, не соответствующих требованиям настоящего стандарта, в первой выборке меньше или равно приемочному числу, указанному в табл. 2, и бракуют, если это количество больше или равно браковочному числу, указанному в табл. 2. Если количество пакетов, не соответствующих требованиям настоящего стандарта, в выборке больше приемочного числа, но меньше браковочного числа, указанных в табл. 2, то отбирают вторую выборку. По результатам контроля второй выборки партию принимают, если количество пакетов, не соответствующих требованиям настоящего стандарта, в двух выборках меньше или равно приемочному числу, указанному в табл. 2, и бракуют, если это количество больше или равно браковочному числу, указанному в табл. 2. 3.1-3.3. (Измененная редакция, Изм. N 1). (Введен дополнительно, Изм. N 1).
4.2. Внешний вид пакетов контролируют визуально, без применения увеличительных приборов. (Измененная редакция, Изм. N 1). 4.5. Перед испытанием пакеты кондиционируют по ГОСТ 21798, режим 4. Испытание пакетов проводят в тех же атмосферных условиях, в которых они кондиционировались. Допускается испытывать пакеты в условиях, отличающихся от условий кондиционирования, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин. (Измененная редакция, Изм. N 1).
4.6. Прочность при растяжении сварных швов пакетов,
изготовленных из полимерных и комбинированных пленок (п. 2.9),
определяют по ГОСТ 14236 на разрывной машине, рабочую шкалу которой выбирают
так, чтобы измеряемая нагрузка составляла от 10 до 90% номинального значения
шкалы, а расстояние между зажимами устанавливают За результат испытаний принимают среднее арифметическое значение результатов не менее трех параллельных измерений отдельно для продольных и поперечных швов. Допускаемые отклонения результатов отдельных испытаний от среднего арифметического не более 20%. 4.7. Прочность при растяжении швов в пакетах из целлюлозной пленки определяют по ГОСТ 7730. 4.6, 4.7. (Измененная редакция, Изм. N 3). 4.10. Герметичность пакетов проверяют по ГОСТ 19360. (Измененная редакция, Изм. N 3). (Введен дополнительно, Изм. N 3).
5. Упаковка, маркировка, транспортирование и хранение
5.1. Пакеты одного типа, размера и материала укладывают в стопы от 100 до 1000 шт. Стопы пакетов формируют в кипы и завертывают в оберточную бумагу по ГОСТ 8273 или укладывают в мешки из твердосвариваемых пленок и заваривают. Допускается транспортирование полиэтиленовых пакетов в рулонах с четко намеченной линией отрыва. Упаковка рулонов должна производиться в соответствии с требованиями ГОСТ 10354. (Измененная редакция, Изм. N 1). - наименования предприятия-изготовителя и его товарного знака; - наименования и марки материала, из которого изготовлен пакет; - типа и размера пакета; - количества пакетов в кипе; - номера упаковщика; - обозначения нормативно-технического документа на пакеты. (Измененная редакция, Изм. N 3). 5.5. Кипы хранят в штабеле высотой не более 2,5 м в крытых складских помещениях. Хранение пакетов должно производиться в условиях, установленных для полимерных пленок, из которых они изготовлены. Транспортирование кип, сформированных в транспортные пакеты, - по ГОСТ 26663. (Измененная редакция, Изм. N 2). 5.7. Транспортирование - по условиям хранения 2 ГОСТ 15150. (Введен дополнительно, Изм. N 1).
Разд. 6. (Введен дополнительно, Изм. N 3).
Рекомендуемое
Толщина полиэтиленовой пленки
ГОСТ 12302-83 Пакеты из полимерных и комбинированных материалов. Общие технические условия
|